工作機械用治具ユニットと防振・機械要素部品の標準化をすすめ生産の効率化・高品質化に貢献
![]()
![]()
E-9659C
![]()

| タイプ | オーダー№ | № | 外径 | 総高 | ピン径 | クランプ力 kN ※0.5MPa時 |
質量kg | 価格 | 寸法図 | 製品 BOX |
CAD | 在庫 設定 |
在庫 状況 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ロケートピン | 125739 | QLA19DRP | 54 | 42.5 | 19 | 1 | 0.23 | 76,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ロケートピン | 125748 | QLA26DRP | 60 | 53 | 26 | 1.5 | 0.3 | 86,500 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ロケートピン | 125757 | QLA32DRP | 72 | 65.5 | 32 | 2.4 | 0.63 | 108,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ロケートピン | 162964 | QLAH19DRP | 72 | 44 | 19 | 5 | 0.55 | 102,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ロケートピン | 162967 | QLAH26DRP | 79 | 53 | 26 | 7 | 0.71 | 110,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ロケートピン | 162970 | QLAH32DRP | 92 | 59 | 32 | 10 | 1.07 | 146,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ダイヤピン | 125740 | QLA19DDP | 54 | 42.5 | 19 | 1 | 0.23 | 76,500 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ダイヤピン | 125749 | QLA26DDP | 60 | 53 | 26 | 1.5 | 0.3 | 87,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ダイヤピン | 125758 | QLA32DDP | 72 | 65.5 | 32 | 2.4 | 0.63 | 109,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ダイヤピン | 162965 | QLAH19DDP | 72 | 44 | 19 | 5 | 0.55 | 102,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ダイヤピン | 162968 | QLAH26DDP | 79 | 53 | 26 | 7 | 0.71 | 111,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| ダイヤピン | 162971 | QLAH32DDP | 92 | 59 | 32 | 10 | 1.07 | 147,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプピン | 125741 | QLA19DCP | 54 | 42.5 | 17.8 | 1 | 0.23 | 75,500 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプピン | 125750 | QLA26DCP | 60 | 53 | 24 | 1.5 | 0.3 | 86,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプピン | 125759 | QLA32DCP | 72 | 65.5 | 30 | 2.4 | 0.63 | 107,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプピン | 162966 | QLAH19DCP | 72 | 44 | 17.8 | 5 | 0.55 | 101,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプピン | 162969 | QLAH26DCP | 79 | 53 | 24 | 7 | 0.71 | 109,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
| クランプピン | 162972 | QLAH32DCP | 92 | 59 | 30 | 10 | 1.07 | 145,000 | 確認 | 追加 | DATA | 在庫 | 在庫〇 |
エアーによりクランプ・アンクランプを行うことができます。
●ピンの選定
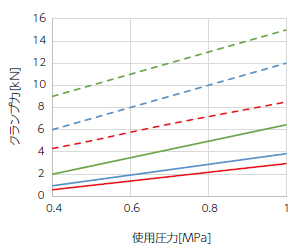
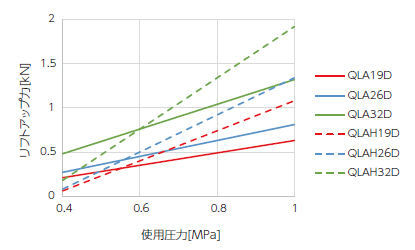
使用するピンのサイズ・数量はテーブルサイズ、加工条件等を考慮し各型式による仕様表及びグラフを参考に選定してください。
荷重に対して大きな剛性を得たい場合は以下の方法により剛性を得ることができます。
①ピンの数を多くする
②ピンのサイズを大きくする
仕様表
| 駆動方式 | クランプ | 空圧 | 空圧+バネ | ||||
| アンクランプ | 空圧 | 空圧 | |||||
| № | QLA19D | QLA26D | QLA32D | QLAH19D | QLAH26D | QLAH32D | |
| クランプ力(kN)(0.5MPa時) | 1 | 1.5 | 2.4 | 5 | 7 | 10 | |
| リフトアップ力(kN)(0.5MPa時) | 0.28 | 0.36 | 0.62 | 0.23 | 0.29 | 0.47 | |
| リフトアップ量(mm) | 1 | ||||||
| 最高使用圧力(MPa) | 1 | ||||||
| 最低使用圧力(MPa) | 0.4 | ||||||
| 使用流体 | ドライエア | ||||||
| 使用周囲温度(℃) | 0~65° | ||||||
| 重量(kg) | 0.23 | 0.3 | 0.63 | 0.55 | 0.71 | 1.07 | |
| クランプ力推移 | リフトアップ力推移 | |
 |
 |
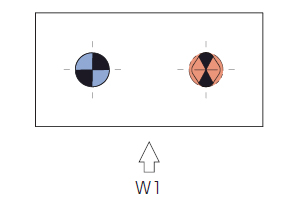
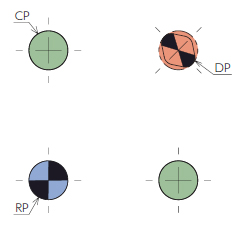
●ピン種類の選定
組み合わせるピンによって位置決めの方向が異なります。以下の組み合わせ表をご確認ください。
| ピン | ブッシュ | 位置決め方向 |
| ロケートピン | 共通 | 垂直・水平 |
| ダイヤピン | 垂直・回転方向位相 | |
| クランプピン | 垂直 |
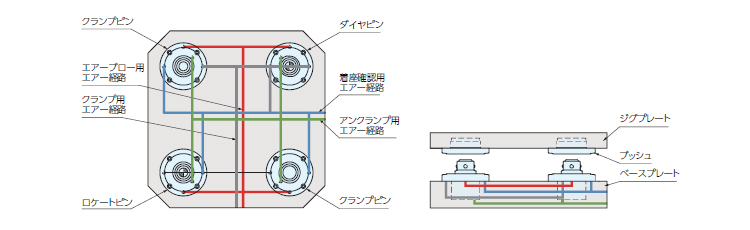
●配置レイアウト例
取付サイズ、配置間の距離によって配置レイアウトが異なります。
以下の配置レイアウトを参考に設計を行ってください。
| 配置方法 | 備考/説明 | |
| レイアウト | 取付側サイズ例 | |
|
ロケートピン・ダイヤピン |
30x50 50x100 100x200 |
|
|
ロケートピン・ダイヤピン・クランプピン |
100×100 150×150 200×200 |
|
|
ロケートピン・ダイヤピン・クランプピン |
100×300 150×300 200×300 |
|
配置後イメージ
組合せ表
本製品は「Q-ロックエレメント ブッシュ(空圧式、油圧式)」と組み合わせて使用します。
ピンとブッシュの組み合わせは以下の表をご確認ください。
| タイプ | ピン | ブッシュ |
| ロケート | QLA19DRP・QLAH19DRP | QLA19RB |
| QLA26DRP・QLAH26DRP | QLA26RB | |
| QLA32DRP・QLAH32DRP | QLA32RB | |
| ダイヤ | QLA19DDP・QLAH19DDP | QLA19RB |
| QLA26DDP・QLAH26DDP | QLA26RB | |
| QLA32DDP・QLAH32DDP | QLA32RB | |
| クランプ | QLA19DCP・QLAH19DCP | QLA19CB |
| QLA26DCP・QLAH26DCP | QLA26CB | |
| QLA32DCP・QLAH32DCP | QLA32CB |
 |
|
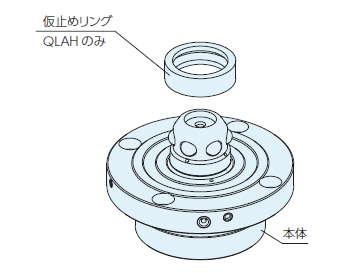
●QLA
クランプ
エアーで内部のピストンを押し下げることで、鋼球が外に飛び出しブッシュをクランプします。
テーパー面とフランジ面の2面で拘束し、3μm以内の高精度な位置決めとクランプを実現します。
アンクランプ
エアーでピストンを押し上げることでアンクランプします。
ピストンが上がることでブッシュを持ち上げプレートの取り外しを容易にします。
●QLAH
クランプ
エアーで内部のピストンを押し下げることで、鋼球が外に飛び出しブッシュをクランプします。
内蔵されているスプリングによって、より強力にクランプすることができます。
テーパー面とフランジ面の2面で拘束し、3μm以内の高精度な位置決めとクランプを実現します。
アンクランプ
エアーでピストンを押し上げることでアンクランプします。
ピストンが上がることでブッシュを持ち上げ取り外しを容易にします。
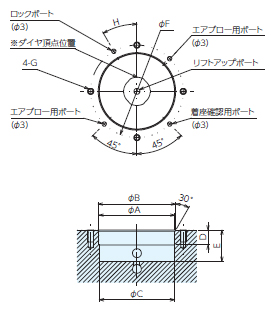
●取付加工寸法図
|
|
|
|
注意事項 ・φAのピッチ許容差は±0.015としてください。 用語説明 リフトアップポート :アンクランプ用のエアーを供給するポート |
 |
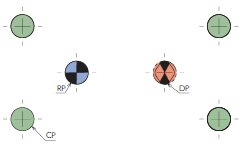
●ピンを複数使用する場合の注意点
|
複数使用する場合は取付ピッチ公差にご注意ください。 ※DPの長手方向はRPに対して垂直になるように取り付けてください。 |
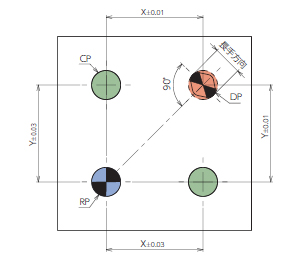 |
定期的に清掃・メンテナンスを行ってください。メンテナンスを怠ると製品の機能・精度の低下となります。
メンテナンス方法
・清掃時はクランプ状態で行ってください。アンクランプ状態で行うと、ピン内部に切粉が侵入し作動不良の原因になります。また、清掃はエアーブローにてお願いします。
・キズ・打コン・切り屑の付着がないことを確認し、不具合が発見された場合は取り除いてくさい。
・定期的にグリスアップを行ってください。
グリスアップ時はピンをアンクランプ状態にし、鋼球の穴からグリスを挿入してください。
修理について
本製品の修理対応は行っておりません。
作動不良・精度低下等が確認された場合は、本製品の交換を行ってください。
 E-9659C/Q-ロックエレメント ブッシュカバー(空圧式,油圧式)
E-9659C/Q-ロックエレメント ブッシュカバー(空圧式,油圧式) E-9659C/Q-ロックエレメント ピン(空圧式単動)
E-9659C/Q-ロックエレメント ピン(空圧式単動) E-9659C/【廃番】Q-ロックエレメント ピン(空圧式単動)
E-9659C/【廃番】Q-ロックエレメント ピン(空圧式単動) E-9659C/Q-ロックエレメント ブッシュ(空圧式、油圧式)
E-9659C/Q-ロックエレメント ブッシュ(空圧式、油圧式) E-9659C/Q-ロックエレメント ブッシュ(嵩上げ空圧式,油圧式)
E-9659C/Q-ロックエレメント ブッシュ(嵩上げ空圧式,油圧式) E-9659CP/Q-ロックカップリング
E-9659CP/Q-ロックカップリング E-9659C/Q-ロックエレメント 空圧用コントローラー
E-9659C/Q-ロックエレメント 空圧用コントローラー E-9659HC/Q-ロックエレメント用ハイトシリンダー
E-9659HC/Q-ロックエレメント用ハイトシリンダー E-9659R/Q-ロックエレメント用ラフガイド
E-9659R/Q-ロックエレメント用ラフガイド E-9659R/Q-ロックエレメント用ラフガイドLプレート
E-9659R/Q-ロックエレメント用ラフガイドLプレート E-9659B/Q-ロックエレメント用ラフガイドピン
E-9659B/Q-ロックエレメント用ラフガイドピン E-9659X/Q-ロック内蔵プレート本体(エアー分割)
E-9659X/Q-ロック内蔵プレート本体(エアー分割) E-9660/ソケットスクリュー
E-9660/ソケットスクリュー
![]()
〒500-8433 岐阜県岐阜市若杉町25
TEL.058-273-6521 FAX.058-278-0220
営業時間:平日8:15-17:30
12:00-13:00および土日祝祭日、特別休暇(夏季8/10-18,冬季12/28-1/5)を除く
![]()